
钢结构制作工艺流程详解
一、放样和号料
1、放样、号料工作内容
放样是钢结构制作工艺中的第一道工序,只有放样尺寸准确,才能避免以后各加工工序的积累误差,保证整个构件的质量。
放样的内容包括:核对图样的安装尺寸和孔距;以1∶1的大样放出节点;核对各部分的尺寸;制作样板和样杆作为下料尺寸、弯制、制孔等加工的依据。
放样时,以1∶1的比例在放样台上利用几何作图法弹出大样;放样经检查无误后,用钢板制作样板、样杆;在样板、样杆上注明工号、图号、零件号、数量、孔径等;然后用样板、样杆进行号料。
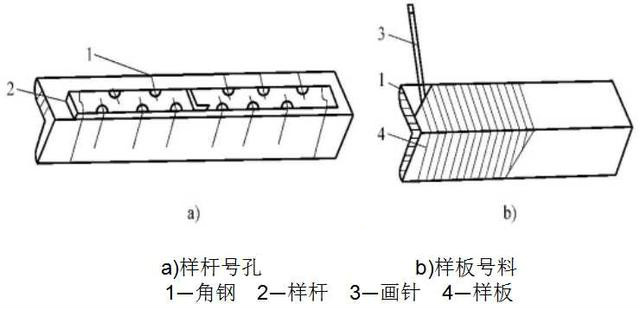
号料时,应检查并核对材料,在材料上画出切割、钻孔等的加工位置,标出零件编号,如上图所示。样板、样杆应妥善保存,直到工程结束。
2、放样和号料的注意事项
1)放样时,要考虑铣、刨的加工余量,焊接构件要按工艺要求放出焊接收缩量。
2)根据配料表和样板进行套裁,尽可能节约材料,要根据切割的方法留出切割余量。
二、切割
钢材下料的切割方法有剪切、冲切、锯切、气割等,施工中采用哪种方法应根据具体要求和实际条件确定。切割后的钢材不得有分层,断面上不得有裂纹,应清除切口处的飞边、熔渣和飞溅物。气割和机械剪切的允许偏差应符合规定。
1、气割
气割是用氧气与乙炔混合燃烧时产生的高温来熔化钢材,并用气体压力将熔渣吹去,形成割缝,达到切割金属的目的。
2、机械切割
1)锯床。
2)砂轮切割机。
3)剪板机、型钢冲剪机。
3、等离子切割
等离子切割适用于对不锈钢、铝、铜及其合金等材料的切割,具有切割温度高、冲刷力大、切割边质量好、变形小、可以切割任何高熔点金属材料等特点。
三、矫正和成形
1、矫正
在钢结构制作的过程中,由于原材料变形、切割变形、焊接变形、运输变形的存在,将影响构件的制作及安装,矫正就是以造成新的变形去抵消已经发生的变形。型钢的矫正分为机械矫正、手工矫正和火焰矫正等。
2、弯曲成形
冷弯曲成形的工艺方法有滚圆机滚弯,压力机压弯、顶弯、拉弯等。
四、边缘加工
在钢结构制造中,经过剪切或气割过的钢板边缘,其内部结构会发生变化。为了保证钢梁或重型吊车梁等重要构件的质量,需要对边缘进行加工,其刨切量不应小于2mm。此外,为了保证焊接质量,以及考虑到装配的准确性,应将钢板边缘刨成(或铲成)坡口。
五、制孔
制孔通常有钻孔和冲孔两种方法。钻孔是钢结构制作中普遍采用的方法;冲孔是用冲孔设备靠冲裁力产生的孔,孔壁质量较差,在钢结构制作中已较少采用。
钻孔有人工钻孔和钻床钻孔。人工钻孔多用于钻直径较小、材料较薄的孔。钻孔方便快捷,精度高。
除了钻孔之外,还有扩孔、锪孔、铰孔等。扩孔是将已有孔眼扩大到需要的直径;锪孔是对工件上已钻好的孔进行;铰孔是将已经粗加工的孔进行精加工,以提高孔的表面粗糙度和精度。
六、组装
组装也称为装配、组拼,是把加工好的零件按照施工图的要求拼装成单个构件。钢构件的大小应根据运输道路、现场条件、安装单位的起吊设备能力与结构受力的允许条件等来确定。
组装应符合下列要求:
1)钢构件的组装应在平台上进行。
2)组装前要编制顺序表,按顺序表进行。
3)组装时,要按照零件的加工编号施工;对称零件要注意方向,避免搞错。
4)对于尺寸较大、形状较复杂的构件,应分成几个简单的组件再拼成整个构件。
5)组装好的构件应按图样对构件进行编号,编号位置要明显易查。
七、焊接施工
1、焊接方法的选择
焊接是钢结构使用的最主要的连接方法之一。在钢结构制作和安装领域中,广泛使用的是电弧焊;在电弧焊中又以焊条电弧焊、埋弧焊、气体保护焊为主;在某些特殊场合,则必须使用电渣焊。
2、焊接工艺要点
(1)焊接工艺编制 确定焊接方式、焊接参数及选用焊条、焊丝、焊剂的规格型号等。
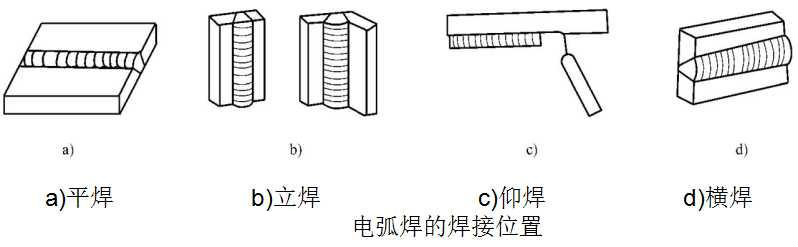
(2)确定焊条电弧焊的焊接位置 焊条电弧焊在焊接时的相对位置有平焊、立焊、仰焊与横焊,如下图所示。
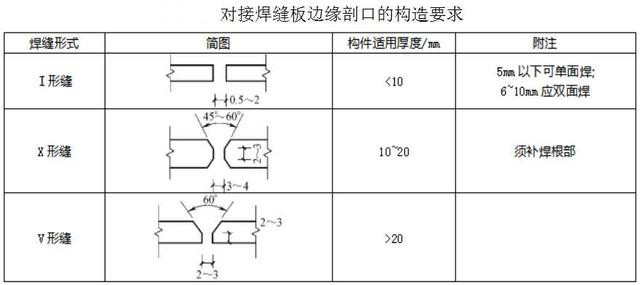
(3)选定焊接接头的形式
焊接接头的形式有对接焊缝和角焊缝。对接焊缝板边缘剖口的构造要求见表:
(4)焊条烘烤
焊条使用前必须烘烤,烘烤后应放在保温箱内随用随取。
(5)定位焊
焊接结构在拼接、组装时要确定零件的准确位置,要先进行定位焊。定位焊的长度、厚度应由计算确定,电流比正式焊接提高10%~15%。定位焊的位置应尽量避开构件的端部、边角等应力集中的地方。
(6)焊前预热
预热可降低热影响区的冷却速度,防止焊接延迟裂纹的产生。预热区在焊缝两侧,每侧宽度均大于焊件厚度的1.5倍以上,且不小于100mm。
(7)焊接顺序的确定
一般从焊件的中心开始向四周扩展;先焊接收缩量大的焊缝,后焊接收缩量小的焊缝;尽量对称焊接;焊缝相交时,先焊接纵向焊缝,待冷却至常温后,再焊横向焊缝;钢板较厚时应分层施焊。
(8)焊后热处理
焊后热处理主要是对焊缝进行脱氢处理,以防止冷裂纹的产生。焊后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。预热及后热均可采用散发式火焰枪进行。
3、焊缝的质量检验
(1)外观检查
焊接金属表面的焊波应均匀,不得有裂纹、未熔合、夹渣、焊瘤、咬边、烧穿、弧坑等缺陷,焊缝的位置、外形尺寸必须符合施工图和《钢结构工程施工质量验收规范》(GB 50205)的要求。
(2)无损检验
无损检验是借助检测仪器探测焊缝金属的内部缺陷,不损伤焊缝的一种检查方法。一般包括射线探伤和超声波探伤。
八、高强度螺栓联接施工
高强度螺栓联接是目前与焊接并列的钢结构主要连接方法之一,其特点是施工方便、可拆可换、传力均匀、接头刚性好、承载力大、抗疲劳强度高、螺母不易松动、结构安全可靠。
1、一般要求
1)高强度螺栓在使用前,应按有关规定对其各项性能进行复检,复检合格后方能使用。运输过程中应轻装轻卸,防止损坏。
2)在工地储存高强度螺栓时,应放在干燥、通风、防雨、防潮的仓库内,并不得玷污。
3)安装时,应按当天需用量领取。当天没用完的螺栓必须装回容器内妥善保管,不得乱扔、乱放。
4)安装高强度螺栓时,接触面不允许有飞边、铁屑、油污、焊接飞溅物。摩擦面应干燥,没有结露、积霜、积雪,并不得在雨天进行安装。
5)使用定扭矩扳子紧固高强度螺栓时,每天上班前应对定扭矩扳子进行校核,合格后方能使用。
2、安装工艺
1)一个接头上的高强度螺栓联接应从螺栓群的中部开始安装,向四周扩展,逐个拧紧。
2)接头如既有高强度螺栓联接又有焊接连接时,宜按先栓后焊的方式施工。
3)高强度螺栓应自由穿入螺栓孔内,当板层发生错孔时,允许用铰刀扩孔。扩孔时,铁屑不得掉入板层间。扩孔数量不得超过一个接头螺栓的1/3。扩孔后的孔径不应大于1.2d(d为螺栓直径)。严禁使用气割进行高强度螺栓孔的扩孔。
4)一个接头中多个高强度螺栓的穿入方向应一致。垫圈有倒角的一侧应朝向螺栓头和螺母,螺母有圆台的一面应背向垫圈,不应装反。
5)高强度螺栓在拧紧后,螺栓螺扣外露应为2~3扣,其中允许有10%的螺栓螺扣外露1扣或4扣。
6)常用的紧固方法为扭矩法:使用可直接显示扭矩值的专用扳手,分初拧和终扭二次拧紧。初拧扭矩为终拧扭矩的60%~80%。其目的是通过初拧使接头各层钢板达到充分密贴;终拧是把螺栓拧紧。
订购:钢结构制作工艺流程详解
